二、激光焊接工作站介绍:
8种不同焊接工艺实现:
A、激光自熔工艺
B、 Laser Hybrid激光MIG复合焊
C、激光CMT复合焊
D、激光熔覆工艺
E、 Laser Coldwire 激光冷丝
F、 Laser Hotwire 激光热丝
G、纯MIG
H 、CMT
此方案可以实现以上8种工艺,选择目前市场最为先进IPG光纤激光器和工业机器人,焊接头、通过人工示教机器人运动轨迹、切换不同工艺装备和设定焊接参数,可以达到以上7种工艺焊接状态,满足试验室大部分实验和教学要求。
三、工作原理介绍:
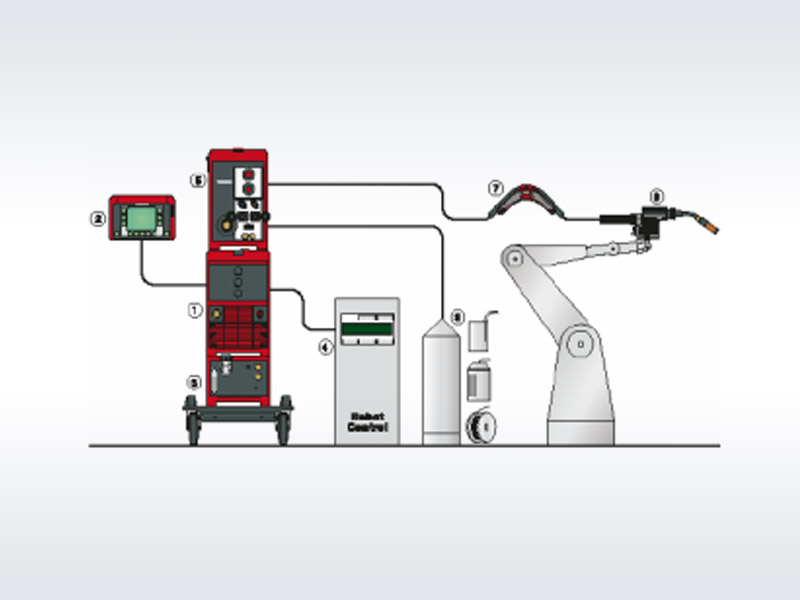
1台4kW Ytterbium Fiber Laser YLS-4000激光发生器,带1路耦合器1路光闸。
20米0.3-0.4mm 芯径光纤+RAYTOOLS AG AK390光纤激光熔敷头+ 1套Fronius TPS5000CMT+ 1套Motoman MH24机器人 + 1套300KG 单轴变位机+送粉器+复合焊头夹持架。
工作原理:一套焊接头实现不同工艺切换,只需在PLC、设备设置对应程序和焊接工艺调整即可实现,简单快捷。
四、激光MIG复合焊接介绍:
激光焊与另一种焊接方法相结合的焊接技术称为激光复合焊。激光-MIG焊就是激光与MIG电弧同时作用于焊接区,通过激光与电弧的相互影响,克服每一种方法自身的不足,进而产生良好的复合效应。 图1描绘了激光-MIG的基本原理。
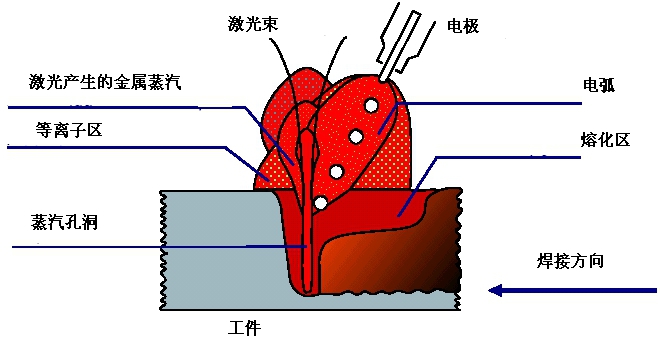 图1:激光-MIG复合焊示意图
图1:激光-MIG复合焊示意图
MIG焊成本低,使用填丝,适用性强,缺点是熔深浅、焊速低、工件承受热载荷大。激光焊可形成深而窄的焊缝,焊速高、热输入低,但投资高,对工件制备精度要求高,对铝等材料的适应性差。激光-MIG的复合效应表现在:电弧增加了对间隙的桥接性,其原因有二:一是填充焊丝;二是电弧加热范围较宽。电弧功率决定焊缝顶部宽度,激光产生的等离子体减小了电弧引燃和维持的阻力,使电弧更稳定。激光功率决定了焊缝的深度,更进一步讲,复合导致了效率增加以及焊接适应性的增强。
从能量观点看,激光电弧复合对焊接效率的提高十分显著。这主要基于两种效应,一是较高的能量密度导致了较高的焊接速度;二是两热源相互作用的叠加效应。
对于激光焊来说,焊接前,必须首先解决表面反射问题,尤其是铝表面。工件对激光的
吸收率本质上受表面温度的影响。而对于激光-MIG焊,由于电弧加热,金属温度升高,降低了
金属对激光的反射率,增加了对光能的吸收。
Fronius CMT焊机介绍
1.1选用的设备可实现的功能
实现的焊接方式:
A) 变极性CMT焊功能
B) 纯CMT焊
C) CMT+P 混合过渡(CMT复合脉冲工艺)
D) 脉冲MIG/MAG 艺
E) 直流MIG/MAG焊工艺
F) 双脉冲焊接工艺

适用的材料:
ü 钢
ü 铝
ü 不锈钢
ü 镀锌板
ü 铜
ü 镍
ü 镁,钛,等特殊材料
一、 用途:
用于配套机器人使用,实现堆焊增材,可以实现特殊合金钢,铝,镍,不锈钢,或其它特种材料(如钛,镁等)
二、 焊机的技术的先进性说明
TPS4000CMT焊机是采用全数字化控制的逆变焊机,内置有各种材料的焊接专家系统,在焊接过程中主动干预熔滴过渡,实现冷-热交替焊接,容易实现薄板或超薄板焊接,同时焊接飞溅小,热输入量。同时焊机包含其它品牌MIG/MAG焊机的功能,是目前功能最全的MIG/MAG焊机。同时焊机具有智能化,可升级等技术领先性能特点,在不改变硬件的情况下保证焊机的先进性。
Fronius 公司CMT(Cold Metal Transfer)冷金属过渡技术是在直流MIG/MAG焊基础上开发的一种革新技术。从原理上说,CMT同传统的MIG/MAG焊有两个最大不同之处:
Ø CMT焊接送丝不是恒定的,是作送进/回抽的往复运动。
当焊机的DSP处理器监测到一个熔滴短路信号,焊机就会让焊丝进行回抽,帮助熔滴脱落,每秒种回抽频率高达70次
Ø 熔滴过渡在几乎无电流状态下过渡。
当熔滴过渡瞬间,焊机会让电流降至几乎为零,当熔滴通过焊丝回抽拉断后,又回到正常的电压和电流,整个焊接过程实现“热-冷-热”交替转换。
上述原理带来的改变:
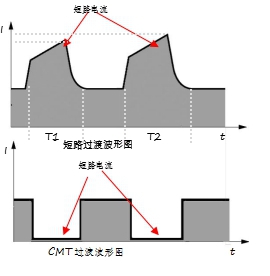
l CMT热输入量更低。直流MIG/MAG焊熔滴同工件短路时,由于表面张力的原因,形成小桥,同时电流一直上升,直到小桥汽化爆断(见右上图),而CMT焊熔滴同工件短路,电流瞬间降至几乎为零。右图阴影部份为热量区,CMT热量区明显要小。
l 通过焊丝回抽,主动干预熔滴过渡,过渡频率/周期更稳定,焊接过程更精确,稳定。短路/脉冲等过渡方式都是通过熔滴表面张力、电磁收缩力、熔滴重量综合起作用,属“自然”或“自发”过渡,容易受外界条件的干扰(如焊丝拉拔的粗细,工件表面张力…),过渡的频率(如t1和t2的时间是不同的),短路电流的峰值都是变化的(见上图的峰值电流以),不可控的。结果是每个过渡热量不尽相同,因而在焊薄板时有时会焊穿就是这个原因。而CMT是通过焊丝回抽,主动控制熔滴过渡的频率,降低了外界因素的干扰,过渡周期更稳定,热量输入控制更精确而普通MIG/MAG焊是做不到这样精确控制热量的。


