

本工艺适用于重要压力管道焊接和重要结构板对接焊接,底层根部焊缝,进行多层焊接,使全板厚焊透,可进行X光和超声波检验焊缝均达到合格技术要求。
一、CO2焊接特点
CO2焊接是高效焊接方法之一,CO2焊全称为CO2气体保护电弧焊,是熔化极气体保护焊的一种,采用气体CO2做保护介质,焊接时用CO2气体把电弧中金属熔滴及熔池与空气机械地隔离开来,从而避免了有害气体侵入以获得良好的焊接质量。

1. 由于CO2气体价格低廉,使用焊接成本低于其他多种焊接方法,约相当于埋弧焊和手工焊40%左右。
2. 生产效率高,因CO2焊电弧热量集中,电弧穿透能力强,所以熔深大,从而减少了焊接层数,角焊缝焊接尺寸可比手工焊相应减少15%系数,相同的焊丝直径CO2焊较埋弧焊可 采用高及多的电流密度,(通常75A/mm以上,有时高达100~125A/mm)所以焊丝熔敷率高,无焊渣,省去清渣时间,省去更换焊条时间,并可连续自动送丝焊接。
3. 抗锈能力强,焊缝含氢量低。
4. 使用H08Mn2SiA优质焊丝,可焊接低碳钢,又可焊接高强底低合金钢,可省去焊条烘干及低氢焊条的高要求的操作技术(如使用混合气体保护焊接效果更好。)
二、CO2单面焊双面成型原理
采用焊接单面焊双面成型有加热强制背面成型和不加任何衬垫的背面自由成型二种,加衬垫的有紫铜衬垫和陶瓷衬垫,该方法必须在背面顶紧铜垫或背面敷贴陶瓷垫块,此方法成本高,且需增加一定的辅助设施,而且必须焊缝间隙加大,增加施焊工作量和材料消耗成本增大。

本工艺在现有设备手段情况下,不增加任何设备和设施,实现在单面焊接全厚度根部焊透成型,重点是第一层焊接(底层焊接)焊接时击穿根部,焊接前方处形成小孔,使之焊透成型,然后进行各层焊接,也可以底层双面成型后,用埋弧自动焊盖面焊接,其焊缝达到与母材等强度等塑性,确保焊接接头质量。
1. CO2单面焊背面自由成型原理。
工件开切坡口,两工件之间有一定的间隙,采用小电流在坡口上两边均匀横向摆动,此时由于焊缝的张力大于焊缝的重力,即可双面成型。
2. 各种因素影响背面自由成型的变化关系。
① 装配间隙大小,是决定焊接自由成型的主要关系之一,如果间隙过小,成型焊缝无法突出,而根部出现焊不透现象,间隙过大,增加了焊缝的张力,而且无法成型产生严重焊瘤或焊穿。
② 由于成型焊缝是靠根部熔化后同时成型,如根部钝边过大,使无法击穿即不能产生成型焊缝,所以考虑坡口不留钝边,坡口按角度直接割斜,便于击穿根部。
三、焊接工艺
1. 装配要求:
① 对接型式接头分别开切230°坡口。
② 工件装配间隙2.5mm~3mm。
③ 采用圆钢粒放置在坡口上点固焊(如图一)
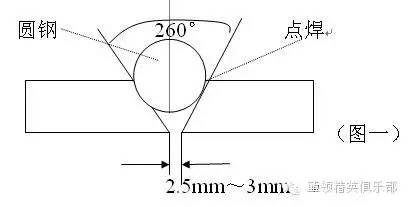
根据工件不同板厚使用不同的圆钢粒要求(如表一)
 <表一>
<表一>
圆钢粒是作为临时过渡性点固焊,当焊至圆钢粒位置时,即铲去圆钢粒,继续焊接。
④ 采用圆钢粒作临时点固焊,可使焊接坡口及根部保持完整性,此为半软刚性扣束法,又可保证间隙的一致性,由于底层纵向焊接时要进行横向板收缩,其圆钢粒把坡口的横向收缩顶故控制作用。
⑤ 在工件两端分别装上引天弧板、与工件相同板厚规格为100×100mm。
⑥ T接型式角缝全厚度,焊透在主板边缘开切245°角坡口,装配间隙均为2.5mm装配点固焊方法与对接型式相同,此种方法的点固焊可点胶直接在坡口上点固焊接底层时会产生在点焊的头、尾部各种缺陷。

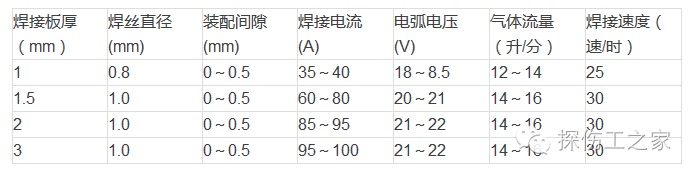
2. 焊接规范。
此焊接底层以面成型规范,可适用于开切单边坡口的各种板厚焊接,及各种不同管子直径的焊接。
① 底层焊接规范。(焊丝直径:1.2mm)
焊接电流 100~120
电弧电压 20~22V
气体流量 Φ14~16升/分
焊接速度,不同板厚焊接速度有所不同。
② 其他各层焊接。(焊丝直径1.2mm)
焊接电流 180~200A
电弧电压 24~26V
气体流量 Φ14~16升/分
焊速和焊接层数视实际工件厚度而定。
③ 可采用CO2+埋弧焊焊接。
底层焊接后,可使用埋弧自动焊盖面层焊接,焊接规范具埋弧焊焊接工艺。
3.单面焊双面成型底层焊接操作要点:
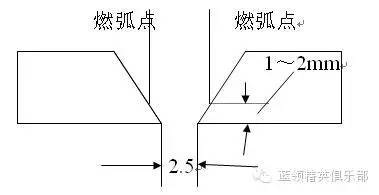
① 焊接燃弧点位置。
每次焊接都在距底部1~2mm处进行燃弧焊接。
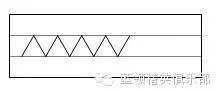
② 采用锯点形横向摆向,在两边坡口处稍作停留(如图三)
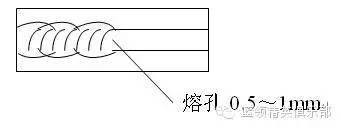
③ 击穿根部小孔,小孔击空在0.5~1mm(如图四)击穿小孔是确保焊透成型的重要方法之一,其根部小孔击穿大小,即可控制成型焊缝,背面高底尺寸(如图五)。
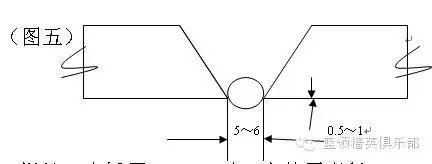
用直径1mm焊丝,当板厚﹥6mm时,应使用直径1.2mm焊丝。
四、焊接质量
此工艺可确保底层焊接时,全工件厚度焊透,其余各层焊接均按常规的焊接工艺,焊后整个外表焊缝和内部焊缝均不保证焊接质量,焊缝与母材等强度,等塑性的技术要求,内陪起接达到纵缝Ⅱ级和绝I级技术准标要求。
另外在板厚3mm以下可不开切坡口,直接拼装单面焊双面成型
如表二。
 常规缺陷及防止:
常规缺陷及防止:
1. 气孔、均为N2气孔,密集型,产生主要原因:
① 体流量过小。②气体纯度不够。③穿堂风过大。
2.未焊透,根部有局部或连续出现。
①坡口根部间隙过小。②不用圆钢粒点焊。③操作要点未掌握。④焊接规范不对。
3.飞溅过多,飞溅粒粒大而且多。
①焊接电流为电弧电压束相不配。②焊机接法极性不对。
③弧电压过高。④焊丝伸出长度过大。
4.背面成型不好。
①坡口根部间隙大小不均。②操作要点未掌握。③燃弧点处理不好。
5.焊穿,背面无法成型。
①电流过大。②燃弧点不对。③焊速过慢。
6.焊瘤个别高凸现象。
①电流过大。②焊速快慢不均。③根部间隙过大。
7.背面成型焊缝不好。背面凹凸不平严重。
①电流过大。②未掌握操作要点。③焊速行走不均匀。