

实芯焊丝
实芯焊丝的分类:实芯焊丝分气体保护焊用碳素钢、低合金钢焊丝(钢丝),熔化焊用钢丝,铜及铜合金焊丝,铝及铝合金焊丝,镍及镍合金焊丝等。气体保护焊用焊丝(钢丝)主要包括二氧化碳气体保护焊、钨极气体保护焊和等离子弧焊的焊丝。熔化焊用钢丝主鼕包括适用于埋弧焊和电渣焊、气焊等用途的冷拉钢丝。
为了防止焊丝生锈,保持焊丝的光洁,焊丝表面一般都镀有—层铜,这也是为什么焊丝表面颜色为黄红色的原因。镀铜焊丝不影响焊丝的使用性能。
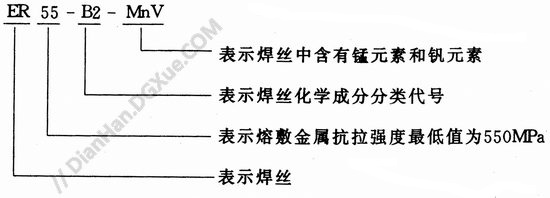
气体保护焊焊丝:(GB/T8110—1995) 本标准适用于碳素钢、低合金钢熔化极气体保护焊用的实芯焊丝,推荐用于钨极气体保护电弧焊和等离子弧焊的填充焊丝。焊丝型号的表示方法为:ERXX-X。
字母ER表示焊丝,ER后面的两位数字表示熔敷金属的最低抗拉强度,短划后面的数字或字母表示焊丝化学成分分类代号。如还附加其它化学成分时,直接用元素符号表示,并以短划与前面数字分开。举例如下:
气体保护焊焊丝的直径比较小,最小为0.5mm,最大为3.2mm。二氧化碳气体保护焊常用焊丝的直径有1.2mm、1.6mm,钨极气体保护焊常用焊丝的直径有0.8mm、0.2mm、2.5mm等。
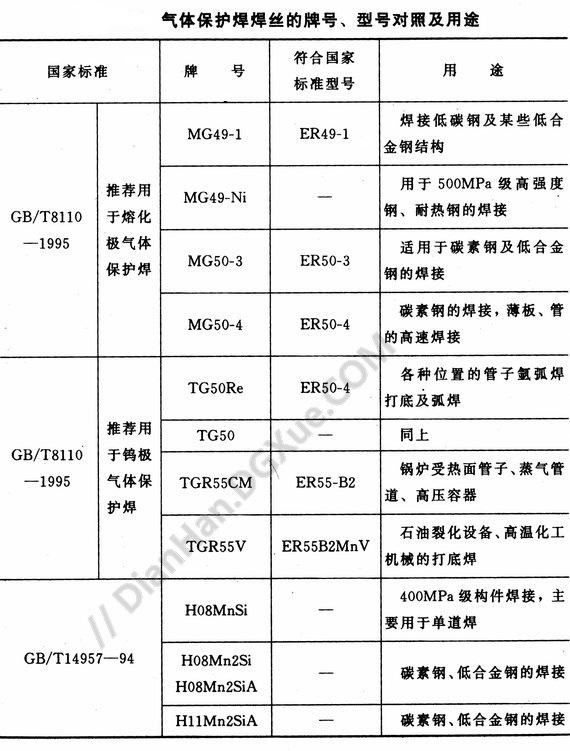
下表列出了部分常用气体保护焊焊丝的牌号、型号对照以及它们的用途。
气体保护焊用钢丝:(GB/T14958—94)气体保护焊用钢丝适于低碳钢、低合金钢和合金钢的气体(CO2、CO2+O2、CO2 +Ar)保护焊,是冷拉钢丝。表面状态有镀铜(DT)和未镀铜两种,交货状态为捆(盘)状(KZ)和缠轴(CZ)。钢丝牌号有H08MnSi、H08Mn2Si、H08Mn2SiA、H11MnSi、H11Mn2SiA 五种。
熔化焊用钢丝:(GB/T14957—94)熔化焊用钢丝是适用于气体保护焊、埋弧焊、电渣焊和气焊的冷拉钢丝。焊丝牌号以字母“H”开头。对于低碳钢焊件,使用的牌号有H08A、H08MnA、H10Mn2等,其中H08A使用最为普遍。
溶化焊用钢丝的公称直径有1.6mm、2mm、2.5mm、3mm、3.2mm、4.0mm、5.0mm、6.0mm等几种。
药芯焊丝
药芯焊丝的结构
药芯焊丝外观虽如普通焊丝,却内装焊剂,可分为加气体保护的气保护型药芯焊丝和不加气体保护的自保护药芯焊丝以及埋弧焊药芯焊丝等。药芯焊丝内的焊剂可以起到焊条药皮类似的保护熔滴、熔池免受氧化、氮化、辅助焊缝成形、稳定电弧、脱氧、脱硫、渗合金等一系列有益作用。它兼具了焊条和(:02实芯焊丝的优点。制造规格有1.2mm、1.4mm、1.6mm、2.0mm、2.4mm、2.8mm、3.2mm、4.0mm。一般把直径小于2mm的焊丝称为细径焊丝。
药芯焊丝的截面形状多种多样,下图各种药芯焊丝的截面形状。
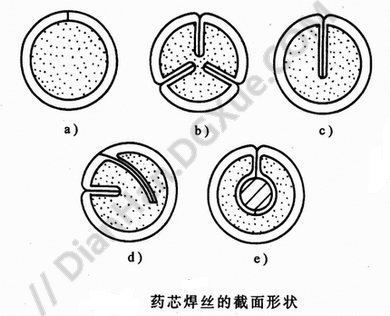
药芯焊丝最简单的截面形状是“O”形,通常又称为管状焊丝。这种焊丝由于芯部粉剂不导电,电弧容易沿四周的钢皮旋转,使得电弧稳定性差。因此“0”形只用于制造细径药芯焊丝。异形焊丝因钢皮在整个截面上分布比较均勻,所以电弧燃烧稳定,焊丝熔化均匀,冶金反应进行得比较充分,适合于制造直径2.0mm以上的焊丝。
药芯焊丝的优点
-
生产效率高药芯焊丝可进行连续的自动化和半自动化生产,与焊条相比,大大节约了更换焊条、引弧和收弧等辅助工序的时间。同时它的焊接飞溅小,不易堵塞焊嘴,所以比CO2实芯焊丝更适于机器人焊接。
-
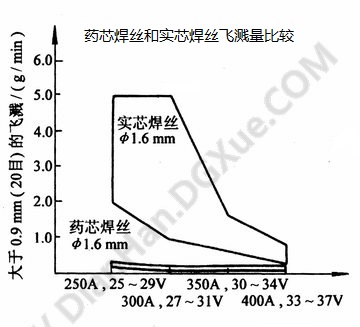
熔敷速度快,飞溅小:熔敷速度是指熔焊过程中,单位时间内熔敷在焊件上的金属量。药芯焊丝之所以比焊条熔敷速度快,主要是因为它可以使用更大的焊接电流;同时,药芯焊丝中只含质量分数为15%~20%左右的药粉,而焊条的涂料药皮质量分数占25%以上,因此电能可以更有效地用来熔化焊丝的金属部分。与CO2实芯焊丝相比,由于其电流集中于外表钢皮,电流密度大,所产生的电阻热更大;此外,飞溅小,所熔化金属可以更有效地进入熔池,因而药芯焊丝甚至比CO2实芯焊丝的熔敷速度还要快。药芯焊丝焊接时比CO2实芯焊丝的飞溅要小得多,下图为药芯焊丝与CO2实芯焊丝飞溅大小的比较。
焊接质量好一般CO2实芯焊丝只适合于低碳钢或强度级别较低的低合金钢的焊接,而药芯焊丝则适用于各种材料的焊接,不仅包括各种结构钢,也包括不锈钢等特殊材料。药芯焊丝焊缝的低温冲击韧度比实芯焊丝有了很大的提高,可适用于各种重要结构的焊接,而CO2实芯焊丝一般只用于0度以上工作的一般钢结构。
-
综合焊接成本:低药芯焊丝相对价格较高,但其综合生产成本比焊条电弧焊要低许多,与CO2实芯焊丝大体相当。
药芯焊丝的型号及牌号
按GB10045—88规怎定,药芯焊丝第一部分以英文字母“EF”表示药芯焊丝代号,代号后面的第一位数字表示主要适用的焊接位置:“0”表示用于平焊和横焊,“1”表示用于全位置焊。代号后面的第二位数字或英文字母为分类代号。第二部分在短横线后用四位数字表示焊缝金属的力学性能。如焊丝型号EF03-5042。
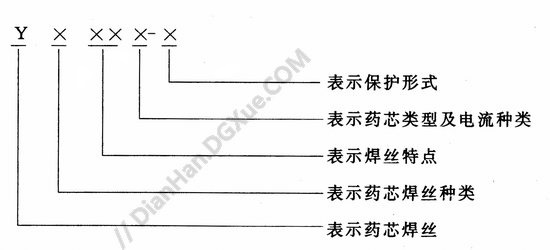
实际生产中还经常用牌号来表示药芯焊丝的类型。药芯焊丝生产牌号用如下符号表示:
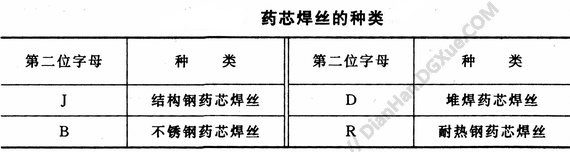
首字母“Y”表示药芯焊丝;第二位字母表示药芯焊丝种类,第一、第二位数字表示焊丝特点;第三位数字表示溶渣类型(或第三位以后之数字及元素符号表示焊缝金属化学成分);最后一位数字为“1”或“2”,分别表示气体保护或自保护, 并以短划“-”与前面部分分开。
药芯焊丝发展很快,很多的药芯焊丝牌号目前还没有相应的国标型号对应。
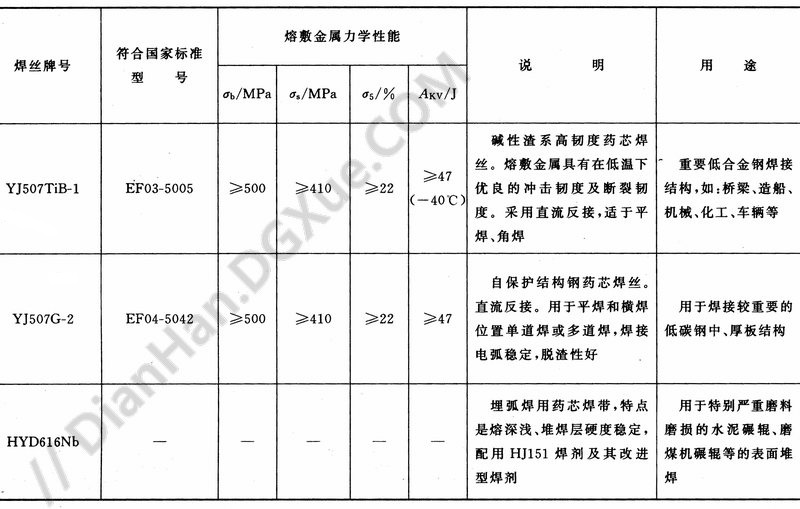
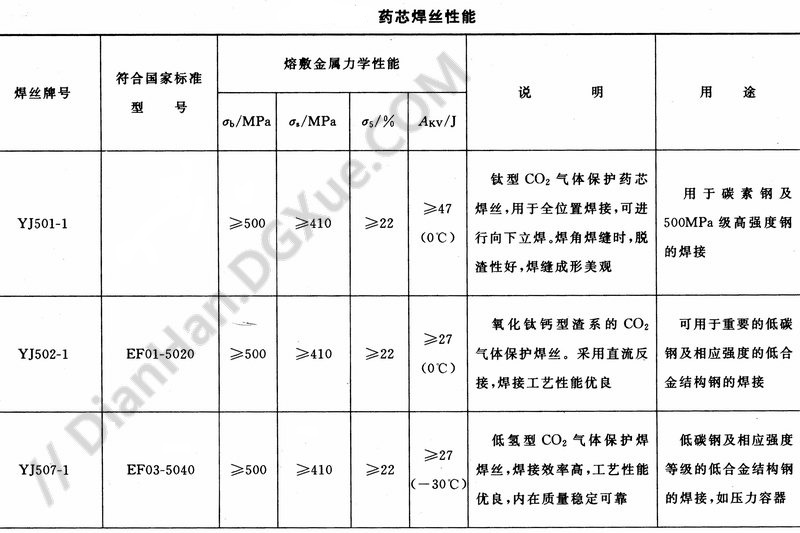
常用药芯焊丝的选用
下表为常用药芯焊丝性能的介绍,供选用时参考。
焊丝的使用
-
焊丝一般以焊丝盘、焊丝卷及焊丝筒的形式供货。焊丝表面必须光滑平整,如果焊丝生锈,必须用焊丝除锈机除去表面氧化皮才能使用。
-
对同一型号的焊丝,当使用Ar-O2为保护气体焊接时,熔敷金属的化学成分与焊丝的化学成分差别不大,但当使用CO2为保护气体焊接时,熔敷金属中的Mn、Si和其它脱氧元素的含量会大大减少,在选择焊丝和保护气体时应予以注意。
-
—般情况下,实芯焊丝和药芯焊丝对水分的影响不敏感,不需做烘干处理。
-
焊前,焊件应做除油、除锈处理。
-
焊丝购货后应存放于专用焊材库(库中相对湿度应低于60%),对于已经打开包装的未镀铜焊丝或药芯焊丝,如无专用焊材库,应在半年内使用。
-
采用焊剂保护进行焊接,使用前应对焊剂做烘干处理;采用气体保护进行焊接,应控制气体中的含水量,焊接时风速大于2m/s,应停止焊接。
-